Chelton prides itself on its low field failure rate and its reputation as one of the leading avionics manufacturer for quality and impressive Mean Time between Failure (MTBF) stats. Continuous improvement and striving for perfection is in our blood which is why we design and build failsafe technology. You may just see ‘failsafe’ as a buzzword; empty business jargon or marketing lingo which in reality means nothing. But this is not the case with Chelton, we poka-yoke because failure is not an option.
We caught up with our Head of Manufacturing and Engineering Operations, Neil Kanagaratnam, to take apart what ‘failsafe’ really means for Chelton and how our processes ensure only the highest quality products are sent to our customers.

Neil: Our ethos is very much on Simplicity, Repeatability and Continuous Improvement. By applying this to our processes, we are ensuring our customers get only the best systems. We are implementing a number of new processes based on our learnings from legacy products which are simple and repeatable.
Neil: We are implementing five major processes that will ensure the long-lasting performance of our products.
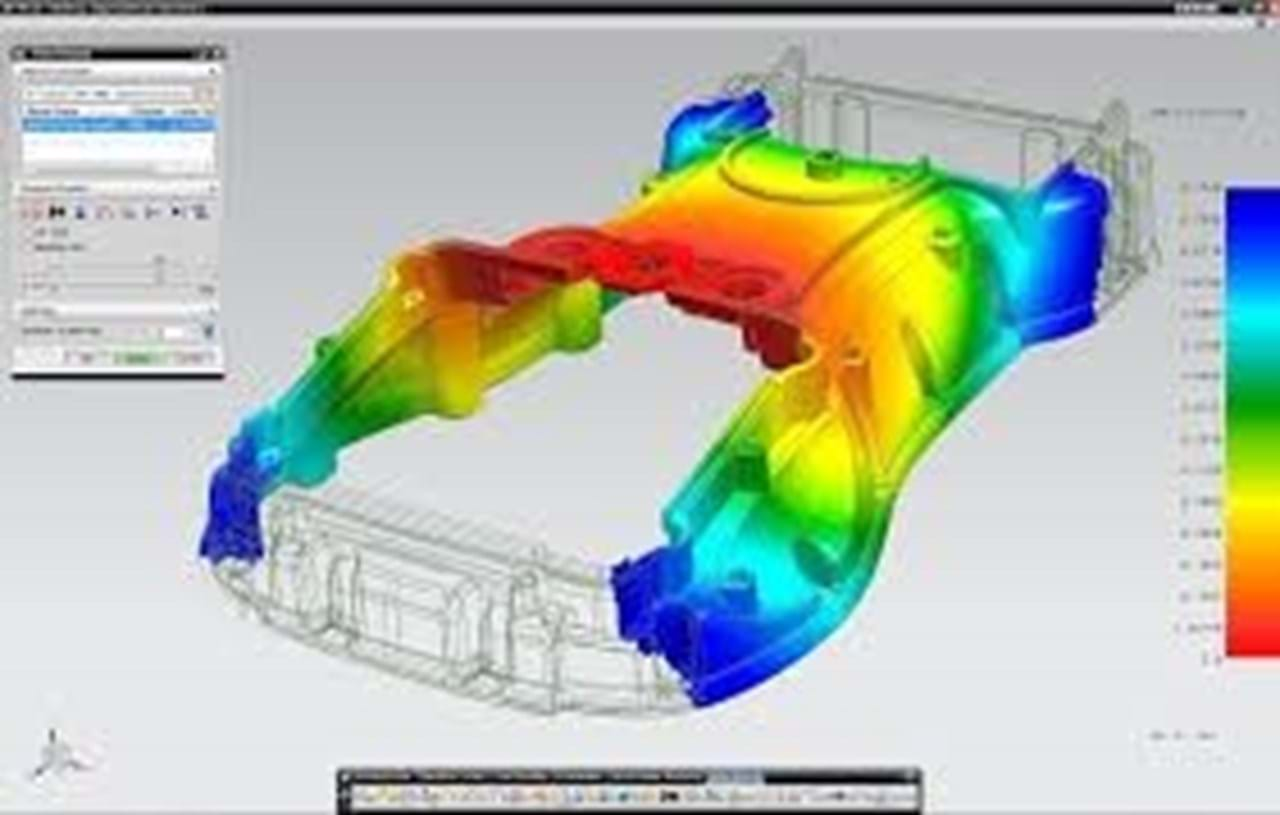
Neil: It might be classified as scrap but to us it’s a treasure trove of mystery to dive into. We don’t just through failed parts away here – we take the opportunity to learn from them and make sure corrective actions are fed back into the very beginning of the design. We use many different precise strategies including analysing microstructural capabilities, AOI, electronic testing, thermal imaging and determining failure modes with a dedicated team recording a database for continuous improvement.
Neil: As with many in our industry, we measure failure through Mean Time between Failure (MTBF) rates which is the average time between system breakdown and maintenance. Our MTBF rates are intimidating to compare against other competitors because our field failure rates are so low and more often than not, it can be attributed to misuse of our system rather than the functional integrity because of all the fail-safe processes we have in place. The only challenge we face is with the internal failure rate because we are screening so much and to such a stringent point to make sure only the best goes to our customer. But the ZDP will lower this moving forward.
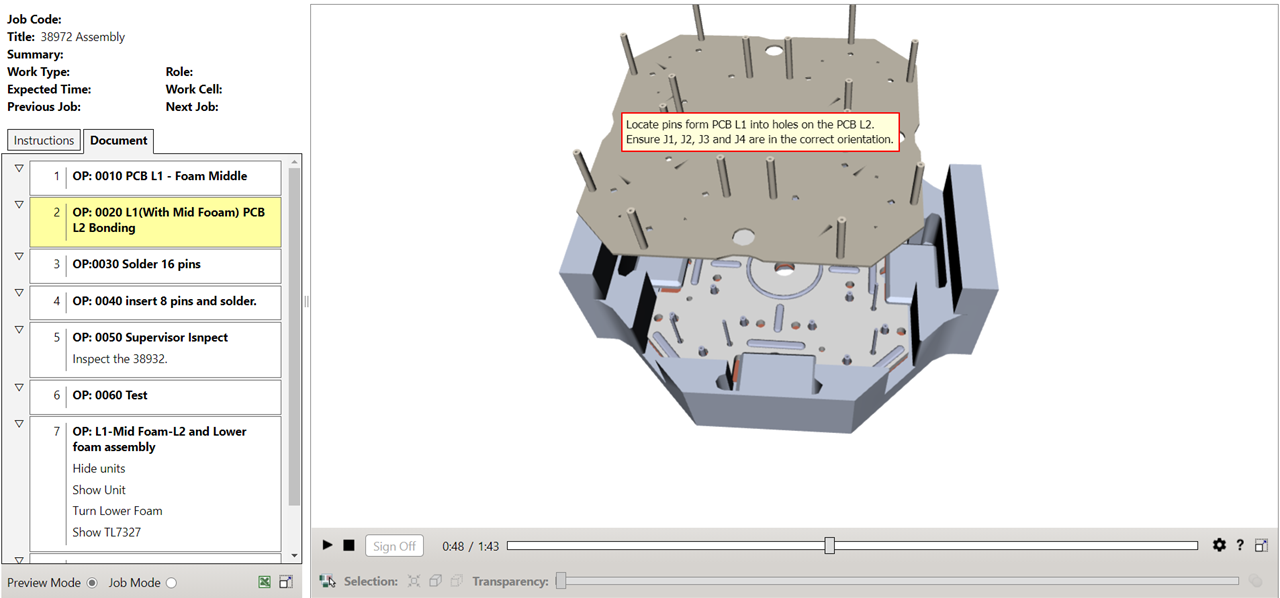
Neil: Our robots are technically cobots so they will work with our human engineers as a team. The robots will act as a brain and the engineers the body to share Chelton’s data driven culture. Engineers will input control and data gathering methods such as failure modes, inspection records, and statistical control and test data, into the robot for it to decide the pass/fail criteria which also means that all of the data is traceable down to the smallest component.
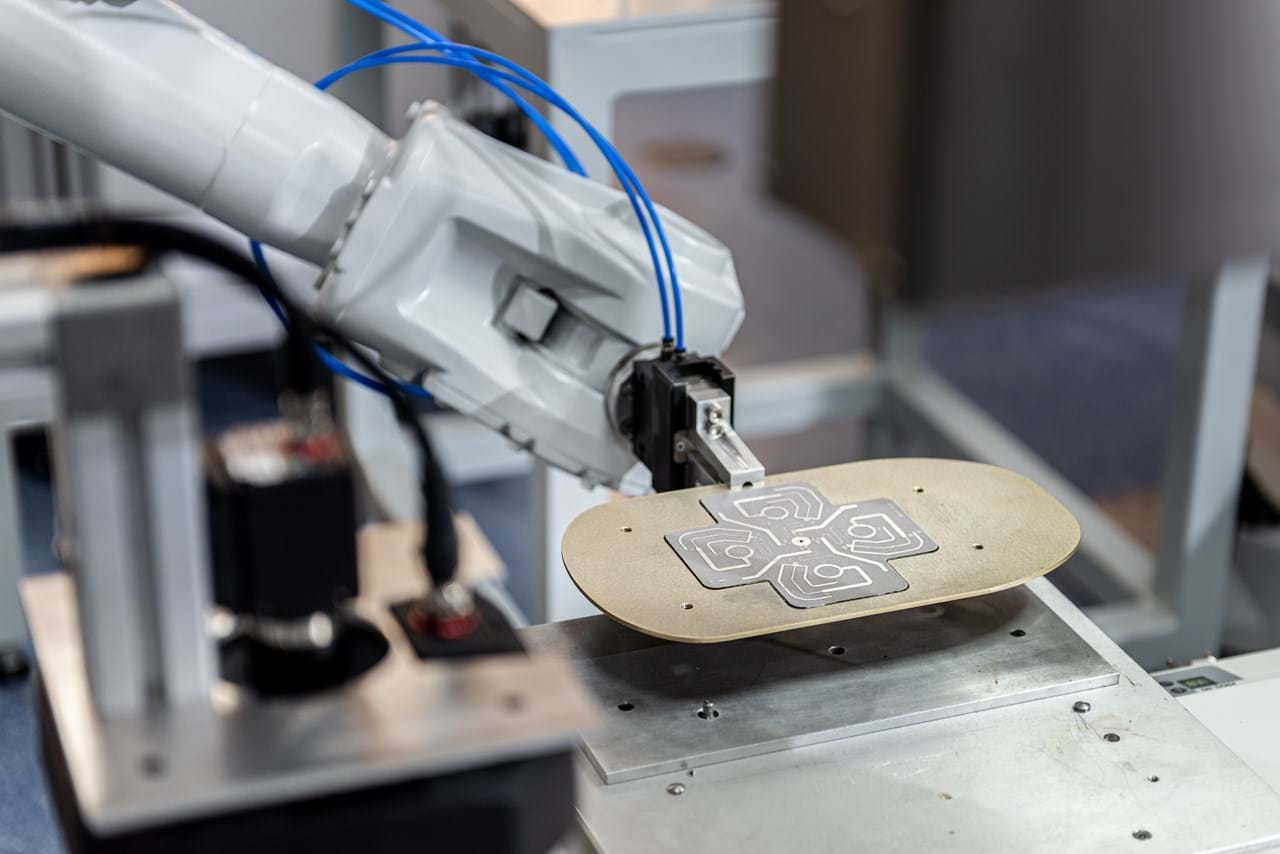
Neil: Precision, repeatability and limited human error. A textbook example of this can be showcase in our Laser Tuning capability. At present, everyone in the industry tunes antenna radiating elements manually and, no matter how careful they are, if they take off too much material, the antenna will need to be scrapped. Instead our customers will benefit from our Laser Tuning ability where the robots will decided, based on test data, how much material to take off and instruct the laser tuning process to carry this out. It’s is much more precise than the human hand and eye and will be consistent for mass batches.



Chelton: Thank you for your time Neil, could you sum up in a few words why and how Chelton are ‘failsafe’ and don’t just use it as a meaningless buzzword to describe ourselves?
Neil: Chelton’s processes are Simple, Repeatable, Data-Driven and captained by Continuous Improvement. You won’t find many other avionic manufacturers who can actually live up to and provide evidence for being failsafe.
Your quote basket is currently empty
 Please select the type of quote you require for this product:
Please select the type of quote you require for this product:
